
15 Mar Une CNC de course pour ne pas rater une seule courbe
>> Une collaboration fructueuse entre le distributeur suisse de commandes numériques Fanuc Switzerland GmbH et le fabricant de machines jurassien bien connu Willemin-Macodel SA a permis de doper les centres d’usinage WM pour les rendre plus performants. Saviez-vous qu’il est possible d’ouvrir le capot des CNC Fanuc pour optimiser le lissage des courbes?
A l’occasion d’un reportage à la fin de l’an passé j’ai rencontré deux directeurs de Willemin-Macodel: Denis Jeannerat, directeur technologique et Francis Daval directeur industriel accompagné par Stéphane Perret responsable de vente CNC de Fanuc Switzerland GmbH.
Dans cet article nous abordons trois thèmes principaux, à savoir:
- L’usinage de boîtes de montre avec le centre d’usinage 408S2, une nouvelle machine qui a un bel avenir devant elle.
- Le taillage par génération, une spécialité réalisable sur un centre d’usinage Willemin-Macodel grâce à l’appui de Fanuc pour le paramétrage spécifique de la CNC. Il s’agit là de la réalisation de pièces complètes selon un cahier des charges très spécifique d’un client dont on taira le nom.
- Présentation de la dernière née, la 308S ou 308B, une machine développée spécifiquement pour le secteur dentaire. Avec la spécificité de pouvoir être utilisée non plus en atelier, mais dans un laboratoire dentaire.
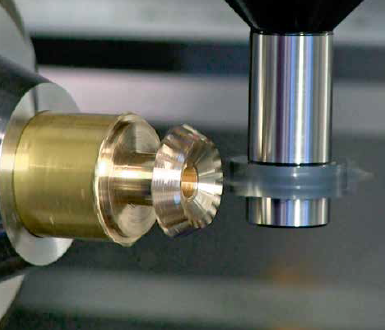
Taillage d’une roue conique à denture droite.
A la question de savoir quel rôle doit avoir un directeur technologique, Denis Jeannerat, s’empresse de répondre par «Tenter de voir les évolutions et prédire ce que sera la machine-outils dans 5 à 10 ans», tout un programme! La tâche d’un fabricant de machines tel que Willemin-Macodel est loin d’être simple. Il s’agit d’abord de développer des applications clients en répondant au mieux aux besoins tout en mettant à disposition une large panoplie de processus industriel de fabrication.
Ainsi depuis quelque temps on voit apparaitre des processus novateurs qui viennent concurrencer la bonne vieille méthode d’usinage par enlèvement de copeaux. Denis Jeannerat cite alors les procédés d’usinage par ultrason, l’EDM, les procédés de fabrication additive, le frittage sélectif et encore la fusion laser par bombardement.
On constate l’arrivée sur le marché de plus en plus de machines hybrides proposant sur la même installation, l’usinage par enlèvement de copeaux et l’usinage ultrasonique. Ces nouvelles méthodes ont été notamment imposées par la nécessité par exemple dans le secteur horloger de travailler sur des matières très dures, tout en soignant la précision et l’esthétisme. Dans le secteur Medtech on assiste à une demande accrue pour l’usinage de matériaux tenaces, réputés difficiles à travailler qui de plus doivent être bio compatibles. Dans le secteur dentaire on cumule ces deux contraintes.
Toujours selon Denis Jeannerat, le marché montre désormais un grand fractionnement des séries de pièces ainsi que l’arrivée accrue du juste à temps. Ainsi à l’extrême, comme dans le secteur de l’implantologie médicale les pièces sont unitaires, donc les séries réduites à leur plus simple expression.
Le Medtech, un défi pour les fabricants de machines
De Bâle à Genève et de Besançon à Lausanne il y a dans les ateliers de sous-traitance, un grand savoir-faire dans la mécanique. Par contre, les employés du secteur medtech sont dépourvus de cette culture technique, car ils sont axés principalement sur leur métier. Et ces clients spécifiques, actifs dans les techniques médicales et le dentaire, s’attendent à trouver des solutions complètes y compris une GPAO conforme à leurs exigences particulières liées à leur métier.

Commande numérique FANUC FS 31i-B5 pour usinage 5 axes.
Le centre d’usinage 408S2
Présenté à l’occasion de l’EMO 2013, de la Baselworld 2014 et aussi lors du salon EPHJ 2014, ce centre d’usinage 5 axes pour pièces prismatiques complexes permet d’attaquer un volume prismatique cubique de 80 mm de coté. Dans le langage Willemin-Macodel c’est une machine «multiprocess». Elle est dotée d’un diviseur double soit sur les axes B et C avec un entrainement direct à moteur couple. Ce sont là des périphériques développés en interne. D’ailleurs l’ensemble des pièces et parties stratégiques des centres d’usinage sont réalisés chez WM, tels que les broches, les bases d’axe et aussi les diviseurs. Dans ce cas particulier il est important de bien maîtriser le montage des roulements. L’axe C a une vitesse de rotation atteignant les 4000 t/min tout en assurant un indexage précis. Ce sont donc des diviseurs de haute récision pouvant assurer un suivi de trajectoire des plus précis. Cette précision doit tout à la conception de la machine, l’habileté dans le montage précis des coulisses et aussi l’usage d’une CNC de dernière génération, pour assurer les opérations de tournage, le bon état de surface pour assurer une grande dynamique dans le déplacement. Cela fait déjà plus de 20 ans que la collaboration est étroite entre Fanuc et Willemin-Macodel. Cette machine usine de tout, des aciers conventionnels, du titane, de l’inoxydable… Il faut bien dire que les horlogers sont friands de spécialités tel que alliages de titane, nickel chrome, tantale, céramique ou encore le «métal céramique » cher à Hublot.
Une livraison globale
Ce qui est particulièrement important lors de l’usinage de boîtes de montre c’est d’assurer une excellente qualité de surface sur le siège du fond et sur le cran de glace. Dans ce cas particulier il est important que le posage puisse assurer de pouvoir tenir la boîte et être capable de la retourner sans desserrer la pince, ce n’est que de cette façon que la précision des entre-axes est assurée. Mis à part les boîtes de montre la 408S2 est aussi capable d’usiner une multitude d’autres types de pièces tel que par exemple un micro compresseur (sorte de mini turbine pour l’industrie automobile). Afin d’assurer une solution optimale à tous les coups WM ne se limite pas à livrer une machine à ses clients, mais un ensemble avec aussi les couples outils et matières, les stratégies de fabrication et l’automatisation pour le chargement/déchargement.
Une CNC de course pour des bolides
La CNC Fanuc de type 31i-B5 est capable de gérer 5 axes simultanément et jusqu’à un total de 20 axes. Selon Stéphane Perret, responsable de vente des CNC, cette commande peut encore être optimisée et les paramètres doivent être adaptés pour en tirer un maximum de profit: «L’élément clé sur les diviseurs B et C est de mettre en place plus dynamique». La CNC gère d’une part l’interface homme – machine, d’autre part les opérations stratégiques (critiques en temps) tels que régulation et gestion d’axes et finalement la partie automate intégrée dans chacune des CNC. Ainsi un CPU est dédié à la CNC et son HMI, tandis qu’un autre gère la régulation d’axe et un troisième la partie automate. Au sein de cette machine se trouve aussi pas moins de 5 axes gérés dans la partie automate extensible avec un maximum de 8 axes supplémentaires possibles. Ceux-ci permettent de placer des petits manipulateurs pour les rendre plus autonomes. Avec par exemple un système paraxial pour faire de petites opérations de nettoyage, séchage de pièces et aussi de l’orientation par caméra interposée pour les chargements et déchargements.
Dans le domaine dentaire il y a une restriction supplémentaire, il faut changer les pièces de reprise et surtout identifier formellement chaque pièce correspondant chacune à un patient unique et également s’assurer de la traçabilité matière.
Denis Jeannerat rappelle que: «Chez Willemin-Macodel… nous faisons du sur-mesure avec du prêt à porter». Et ce ne sont pas que des paroles en l’air, voyons plutôt… La machine 408 S2 est dotée d’une interpolation nanométrique en régulation interne pour garantir un contournage précis. Dans le contrôle des axes, on compte 4 millions d’impulsions par tour pour le moteur servo avec une seconde boucle munie d’un système de règle de mesure ainsi qu’un codeur angulaire pour augmenter la précision de régulation en position et en vitesse durant l’interpolation de la vitesse. Ainsi pour s’assurer une précision de parcours d’un dixième de μm il faut travailler au nanomètre dans le calcul des trajectoires. Et cela, la CNC 31i-BA5 de Fanuc y parvient sans problème.

Taillage par énération d’une roue cylindrique à denture droite.
Un paramétrage qui vaut la peine
Stéphane Perret rajoute: «La CNC procède à une lecture allant jusqu’à 1000 blocs en avance, correspondant à un millier de lignes de code ISO, afin de calculer, traiter et garantir l’anticipation de la trajectoire d’usinage sans en ralentir la progression».
La CNC 31i-B5 possède toute une palette de fonctionnalité notamment la possibilité de procéder à un lissage de courbes. Et dans ce cadre-là, étant donné qu’un lissage n’est pas toujours opportun, un jeu de paramètre est prévu, avec une dizaine de niveaux pour l’opérateur final, et Stéphane Perret de compléter «C’est un simple, code en programme ISO que l’opérateur ajuste et qui lui permet très simplement de lisser ou non des courbes».
La nouvelle machine 508 MT
C’est le premier centre d’usinage de la maison de type «Multi-Process» ayant été équipé de la technologie d’entraînement d’axes Full Direct Drive. Ainsi toutes les commandes d’avance sont assurées en direct par des moteurs synchrones sans organes de transmission mécaniques, assurant à la fois vitesse et précision. De plus l’axe rotatif de la tourelle de reprise est aussi équipé d’un moteur direct drive. Une conception somme toute idéale pour pouvoir tailler des engrenages par génération. Avec la 508 MT il est dès lors envisageable de réaliser du taillage jusqu’au module M2 sur un diamètre de 80 mm soit des engrenages droits ou hélicoïdaux à axe parallèle ou encore des pignons coniques à denture droite. Cette opération ne va pas concurrencer les fabricants tailleurs d’engrenage car il s’agit ici de taillage par génération.

CNC Fanuc doté d’une interface spécifique au secteur dentaire.
Interpoler la fraise mère
Donc avec ce principe on dispose de deux axes rotatifs, donc deux broches l’une teillent l’outil appelé la fraise mère et l’autre la pièce à tailler. Il s’agit de disposer d’une synchronisation parfaite entre le nombre de dent de la roue et le filet de la fraise mère. Il faut également avoir une grande précision d’entre-axe entre la broche porteuse de la fraise mère et l’axe porte-pièce, pour finalement arriver à une tolérance de 1 centième de mm sur la dent. Ce type d’utilisation convient idéalement pour des applications non-horlogères pour notamment tailler des réducteurs de précision, ou encore un cas particulier, la fabrication de balancier en petite série. Avec cette façon de faire il est même envisageable de procéder à des corrections de denture permettant d’épaissir la dent grâce à une modification de la valeur d’entre-axe.
Le rapport de réduction imposé par la technique de taillage a impliqué une amélioration de l’interpolation et il a fallu adapter la technique de maître esclave entre l’axe de broche et l’axe porte-pièce. Ainsi pour y parvenir il s’est agit de rassembler sur le même bus les synchronisations de l’axe servo et de celui de la broche. De plus il y a une boucle d’asservissement superposée entre la broche et l’axe porte-pièces pour affiner la synchronisation. Ainsi par analogie le tourbillonage, le polygonale ou même. le fraisage d’un profil carré ne pose pas de problème avec cette technique EGB (Electronic Gear Box).

Roues d’ancre taillées par le procédé du taillage par génération.
Et une machine spécifique dédiée dentaire
Dans cette troisième partie on va s’attarder un peu plus sur une machine d’un nouveau genre qui va certainement offrir une nouvelle diversification à Willemin-Macodel. La machine portant le nom 308S est un centre d’usinage à 5 axes totalement dédié au secteur dentaire. Le modèle 308 B est prévu pour un approvisionnement par barre, en lopin ou encore à partir de «galettes ». Ces machines-outils ont la particularité de pouvoir s’installer dans des laboratoires dentaires se trouvant souvent dans des immeubles résidentiels avec un accès par ascenseur domestique. Ainsi l’encombrement revêt ici une grande importance. La machine se démonte et peut donc être séparée en deux parties, l’une dédiée à l’usinage l’autre pour la partie palettisation. Willemin-Macodel a depuis longtemps un pied parmi les acteurs du secteur dentaire, mais c’est la première fois que les concepteurs de l’entreprise ont véritablement repensé complètement la machine pour qu’elle puisse tenir dans un espace restreint sans pour autant faire de concessions à la précision et à la convivialité. Pour rentrer dans un ascenseur, elle ne doit par exemple pas dépasser la largeur de 80 cm et le poids de 800 Kg.
Ce sont donc des solutions personnalisées qui sont proposées aux dentistes et à leurs prothésistes car une grande diversité de matériaux sont utilisés: alliage de titane, céramique en différents états de dureté, céramique frittée HIP très dure et coriace. Et autre contrainte les matériaux bruts sont de nature et de forme très divers tels que des galettes de 100 mm de diamètre, barres, lopins, «pré mill» (élément préusiné) et autres. En général on estime que dans le secteur dentaire, il faut pouvoir produire une dent dans l’intervalle de 24 heures et pour une couronne cela dure à peine 10 minutes pour l’usiner.

Opération de tournage en position verticale.
Le dentaire explose
Dans ce secteur en pleine progression, il y a de grands acteurs mondiaux (traitant plus de 5000 dents par jour) et des laboratoires qui deviennent indépendants (avec une production d’un maximum de 5 dents par jour) et il y a aussi de nouveaux acteurs ayant des besoins presque industriels devant produire une centaine de dents par jour. Et c’est pour cette catégorie de client que WM a créé la 308B. Ce que le laborant a besoin est d’une machine flexible qui est capable de produire à la demande et assurer des formes et qualité de matières différents.
De son dentiste, il recevra un fichier source, un fichier 3D après avoir opéré un scanner en bouche de la morphologie en 3D volumique de la mâchoire et surtout de la dent abimée. Et le dentiste travaillera sur une CFAO dédié dentaire en apportant son métier de dentiste. Ensuite sur la base de ces données informatiques la fabrication de la pièce doit pouvoir être lancée sans tarder, puis il y aura un traitement thermique avant d’envoyer la dent terminée au dentiste. Les utilisateurs sont des laborants.

Vue générale du centre d’usinage 408S2.
Ces techniciens dentistes ne sont pas des usineurs traditionnels, ils maitrisent très bien la CFAO, mais n’ont aucune idée de la mécanique. Ils doivent donc être capable de maîtriser la commande de la WM. Fanuc a donc pris les devants et proposé un nouvel interface HMI, convivial et adapté au métier de dentiste. Ainsi dans la CFAO il y aura même des propositions de gamme opératoire, qui devront être validé par le technicien-dentiste. Sur la CNC de la 308 il y a un écran tactile associé à une couche «Fanuc Picture». C’est un outil mis à disposition par Fanuc pour personnaliser l’interface et pour l’orienter tout naturellement vers le métier de dentiste, notamment dans sa philosophie de travail et dans son aspect. Selon Stéphane Perret de Fanuc Switzerland GmbH : « Grâce à la couche Fanuc Picture soit une nouvelle interface homme-machine, il devient aisé de personnaliser l’écran de commande de la CNC, avec un écran WM classique pour les clients traditionnels ou alors l’adjonction d’une couche HMI métier pour simplifier la convivialité auprès de non-spécialistes de la mécanique». Un tel développement pourrait très bien être fait dans d’autres domaines, tels que par exemple une machine dédiée à la préparation du sertissage en orfèvrerie joaillerie. <<
Auteur
Jean-René Gonthier, rédacteur en chef MSM
Coordonnées du fabricant de machines :
Willemin-Macodel SA
La Communance 59,
2800 Delémont
Tél. 032 427 03 03
Fax 032 426 55 30
sales@willemin-macodel.com
www.willemin-macodel.com
Coordonnées du distributeur de CNC :
Fanuc Switzerland GmbH
Grenchenstrasse 7
Case postale
2500 Bienne 8
Tél. 032 366 63 63
Fax 032 366 63 64
sales@fanuc.ch
www.fanuc.ch